Stainless Steel Pizza Oven
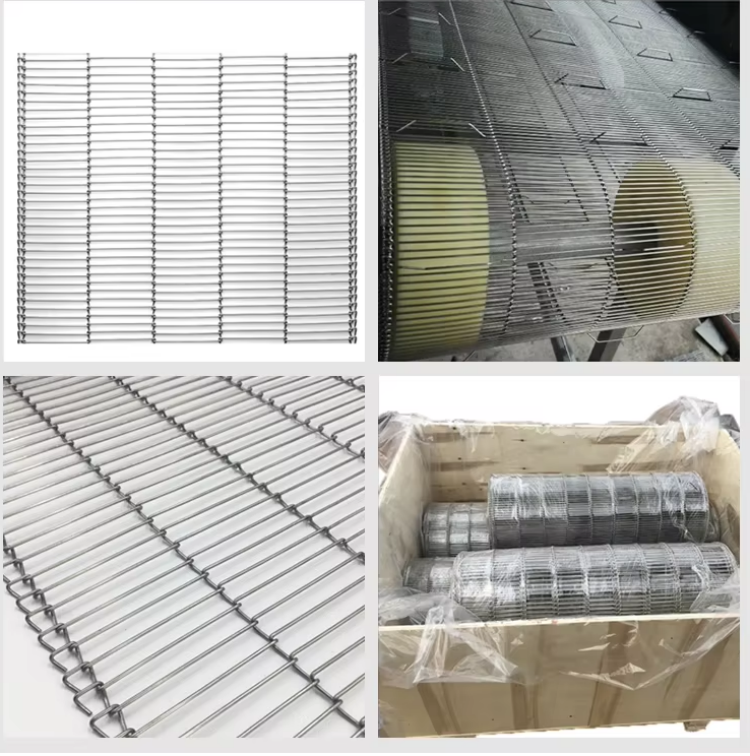
Wire Mesh Belt – High-Performance Conveyor Solution for Food Processing Industries This premium stainless steel wire mesh belt is specifically engineered for use in pizza ovens and a wide range of food processing applications where durability, hygiene, and consistent performance are critical. Designed with precision and built to last, this conveyor belt offers optimal heat resistance, corrosion protection, and structural integrity—making it an ideal choice for commercial kitchens, bakeries, snack manufacturers, and food production facilities worldwide. Key Features: - Constructed from high-grade stainless steel spring wire for superior strength and longevity - Available in multiple configurations: single-layer, double-edge, C-shaped, or flat flex designs - Customizable dimensions including wire diameters from 0.8 mm to 3.0 mm, pitch ranges from 4 mm to 2000 mm, and widths up to 3 meters - Open area percentages ranging from 67% to 85%, ensuring excellent drainage, airflow, and product release - Lightweight yet robust design reduces energy consumption and maintenance downtime - Smooth surface finish minimizes food residue buildup, supporting easy cleaning and compliance with food safety standards Detailed Description: The stainless steel pizza oven wire mesh belt operates efficiently under extreme thermal conditions commonly found in baking, grilling, frying, steaming, and enrobing processes. Its modular loop structure allows seamless integration into existing conveyor systems while maintaining uniform tension and alignment. Each belt variant—such as FFCB-01 through FFCB-17—is optimized for specific operational needs, whether you require high open area for air circulation (like in FFCB-16 at 85%) or enhanced rigidity for heavy loads (such as FFCB-17 with 2.8 mm wire). The belts are positively driven via sprockets, offering reliable motion control without slippage, even during extended production cycles. With corrosion-resistant properties and resistance to oxidation, these belts maintain peak performance across diverse environments—from cold storage zones to high-heat baking tunnels. Ideal Applications: These versatile conveyor belts are widely used in the food industry for processing a broad spectrum of products, including but not limited to: artisanal pizzas, breads, pastries, vegetables, fish fillets, meat slices, chocolate-coated snacks, nuts, fruits, biscuits, and frozen desserts. They are especially effective in continuous-flow operations such as enrobing stations, cooling trays, drying lines, and transfer points between equipment. Whether you're producing gourmet pizzas in a pizzeria or scaling up production in a large-scale bakery, this
Wire Belt ensures consistent quality, minimal product waste, and efficient throughput. User Feedback: Customers globally praise the belt’s reliability under intense kitchen workloads. One food processor noted that switching to this stainless steel mesh system reduced belt replacement frequency by over 60%, while another reported improved product presentation due to less sticking and better airflow. Many users appreciate the ease of cleaning and the absence of sharp edges, which contributes to safer handling in fast-paced environments. Frequently Asked Questions: What makes this wire mesh belt suitable for pizza ovens? Its ability to withstand temperatures up to 300°C+ and resist warping ensures consistent cooking results without deformation or contamination risks. Can I customize the belt size or configuration? Yes, custom specifications are available upon request—ideal for unique production line setups or non-standard equipment requirements. How does the open area affect performance? A higher open area percentage (e.g., 80–85%) improves airflow and drainage, reducing moisture retention and enhancing browning in baked goods like pizza crusts or vegetable trays. Is it compatible with existing conveyor systems? Absolutely—the modular design allows for straightforward installation and compatibility with most industrial-grade drive mechanisms and belt tensioning systems. Why choose stainless steel over other materials? Stainless steel offers unmatched durability, chemical resistance, and compliance with global food safety regulations, making it the preferred material for long-term investment in professional food processing environments.
Product Categories : Wire Belt